Zalecenia ogólne
Jednym z czynników mających wpływ na niezawodną pracę łożysk i ich trwałość jest prawidłowo przeprowadzony montaż łożyskowania. Aby to osiągnąć należy przestrzegać podstawowych zasad, a szczególnie:
- bezwzględnego zachowania czystości,
- ochrony wszystkich części, głównie łożysk, przed zanieczyszczeniami i korozją,
- ustalenia kolejności czynności montażowych, w celu wyeliminowania możliwości pomyłki,
- używania właściwych narzędzi i pomocy warsztatowych,
- sprawdzenia prawidłowości pracy łożysk w ruchu.
Przed przystąpieniem do zakładania łożysk należy sprawdzić jakość wykonania miejsc ich osadzenia, usunąć ewentualne uszkodzenia z powierzchni osadczych oraz, w miarę potrzeby, umyć w nafcie „Antykor” wszystkie części przewidziane do montażu. Łożysk nowych w zasadzie nie powinno się myć, natomiast w przypadku montażu łożysk używanych należy je umyć również w nafcie „Antykor”. Powierzchnie montażowe wałów i opraw, przed założeniem łożysk, powinny być lekko posmarowane olejem lub smarem plastycznym, w celu ułatwienia montażu i ochrony przed korozją.
Zakładanie łożysk z otworem walcowym
Małe łożyska o średnicy otworu do 60 mm mogą być wciskane na wał na zimno, w większości przypadków za pomocą prasy, przy użyciu odpowiednich tulei montażowych. Można także zakładać łożyska na wał za pomocą młotka, lekko i równomiernie uderzając, tak aby siła rozkładała się na całym obwodzie pierścienia i łożysko nie zostało uszkodzone, ale wówczas należy stosować specjalną tuleję (rys. 38a, b) z miękkiego materiału.
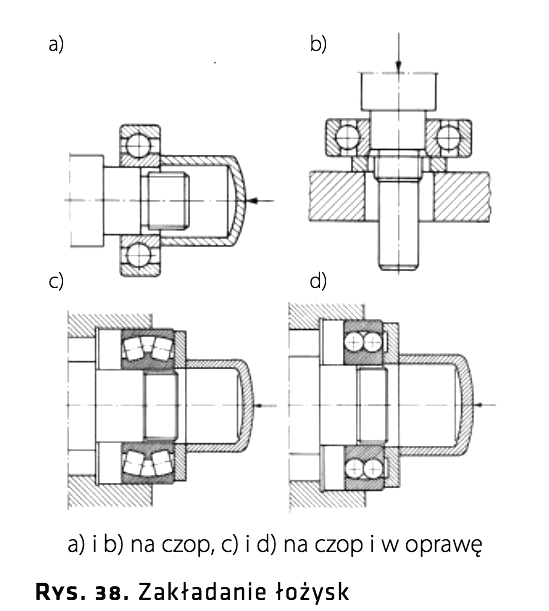

Przy wciskaniu łożyska jednocześnie na wał i w oprawę, w celu równomiernego rozłożenia (na oba pierścienie) siły wciskającej, a tym samym uniknięcia skoszenia lub zakleszczenia łożyska, należy koniecznie zastosować podkładkę dokładnie przylegającą do obu pierścieni (rys. 38c). Jest to szczególnie ważne przy montażu łożysk kulkowych wahliwych i baryłkowych. W przypadku łożysk kulkowych wahliwych, w których kulki wystają poza czoła łożyska, podkładka musi mieć wytoczenie (rys. 38d). Niedopuszczalne jest wywieranie siły na wciskany pierścień łożyska poprzez części toczne (rys. 39).
Zakładanie łożysk o średnich i dużych wymiarach, szczególnie przy ciasnych osadzeniach, jest bardzo trudne ze względu na dużą siłę wciskającą. Z tego też powodu stosuje się podgrzewanie łożysk, co ułatwia montaż i eliminuje możliwość ich uszkodzeń. Do podgrzewania łożysk zaleca się używanie oleju mineralnego. Łożyska osadzane na wał z niewielkim wciskiem wystarczy podgrzać do temperatury 60 ÷ 70°C, w odpowiednio przystosowanym do tego typu operacji zbiorniku (rys. 40).
Przy dużych wciskach łożyska można podgrzać do temperatury 100°C. Przy nagrzewaniu łożysk temperatura musi być dokładnie kontrolowana. Nie może ona w żadnym przypadku przekroczyć 120°C, gdyż istnieje niebezpieczeństwo zmiany struktury materiału elementów łożyska oraz jego wymiarów. Do podgrzewania pierścieni są stosowane także specjalne elektryczne urządzenia grzejne z kontrolowaną, za pomocą termostatu, temperaturą. W przypadkach szczególnych łożyska toczne można nagrzać na płycie grzewczej. Należy przy tym pamiętać o wielokrotnym odwracaniu łożyska, w celu równomiernego nagrzania.
Pierścienie wewnętrzne łożysk po założeniu ich na czopy powinny być dociśnięte do odsadzeń wału za pośrednictwem tulei montażowych. Łożyska uszczelnione z własnym zapasem smaru nie mogą być podgrzewane przed montażem, ponieważ mogłoby to pogorszyć jakość smaru. W przypadku bardzo ciasnego osadzenia pierścieni zewnętrznych łożysk mogą być również podgrzewane oprawy do temperatury nie przekraczającej 60 ÷ 70°C, jeżeli pozwala na to ich konstrukcja. Podczas montażu łożysk walcowych rozłącznych, należy bardzo uważnie i delikatnie, ruchem śrubowym wprowadzać pierścień wewnętrzny (osadzony na wale) do kompletu pierścienia zewnętrznego z wałeczkami (rys. 41), aby nie uszkodzić bieżni pierścienia lub wałeczków. Rys. 40. Nagrzewanie w kąpieli olejowej Rys. 41.


W podobny sposób należy postępować przy zakładaniu łożyska walcowego, gdy na wale jest osadzony pierścień z kompletem wałeczków, a w oprawie pierścień zewnętrzny. Konieczne jest sprawdzenie luzu promieniowego w łożyskach, po ich założeniu. Dotyczy to szczególnie łożysk walcowych i baryłkowych, które z reguły są montowane ciaśniej od łożysk kulkowych.
W łożyskach walcowych i baryłkowych luz sprawdza się za pomocą szczelinomierza. Do sprawdzenia luzu montażowego w łożyskach kulkowych poprzecznych i małych łożyskach walcowych używa się czujnika zegarowego. W przypadku niemożności dokonania takiej operacji, można ograniczyć się do sprawdzenia lekkości obrotu; łożysko powinno obracać się równomiernie bez wyczuwalnych zacięć i zakleszczeń. Przy montażu łożysk kulkowych skośnych i stożkowych obowiązują te same zasady. Należy jednak pamiętać o stosowaniu odpowiednich tulei montażowych.
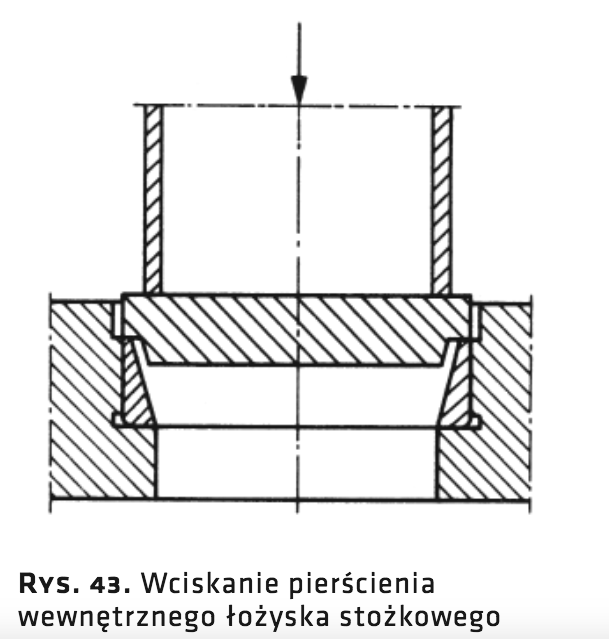
Sposoby zakładania pierścieni przy użyciu tulei pokazano na rysunkach 42 i 43.

Warunkiem prawidłowej pracy łożysk stożkowych i kulkowych skośnych jest między innymi zachowanie odpowiedniego luzu osiowego i wynikającego z niego luzu promieniowego. Łożyska te pracują najczęściej parami w układach rozbieżnym lub zbieżnym (rys. 44) i o prawidłowym ich zamontowaniu decyduje luz osiowy pary łożysk.
Wielkość luzu pary łożysk skośnych powinna być bliska zeru, a nawet wymagany jest lekki zacisk wstępny, w zależności od warunków pracy. Duże obciążenia i duże prędkości obrotowe powodują nagrzewanie się miejsc zabudowy łożysk. Luz ustawiony przy montażu może ulec zmianie podczas pracy łożysk na skutek rozszerzalności cieplnej. To czy luz zwiększy się, czy zmniejszy, zależy od układu i rozmiarów łożysk, od sposobu odprowadzenia ciepła i węzła łożyskowego oraz od odległości obu łożysk. Niezawodnym wskaźnikiem właściwego doboru luzu w prawidłowo zmontowanych łożyskach jest ich temperatura, której wartość w warunkach eksploatacyjnych powinna być w przybliżeniu stała. W przypadku montażu łożysk o dość znacznych wymiarach lub gdy jest wymagane bardzo dokładne łożyskowanie elementu, np. w przypadku wrzecion do obrabiarek, wskazane jest sprawdzenie luzu osiowego za pomocą czujnika zegarowego (rys. 45).

Przy pomiarze luzu łożysk stożkowych należy wykonać kilka obrotów wałem lub oprawą, w celu prawidłowego ułożenia się wałeczków w stosunku do obrzeża prowadzącego na pierścieniu, a dopiero potem odczytać wynik pomiaru. Niezależnie od tego, należy również zwrócić uwagę na ruch elementu łożyskowanego, który powinien być równomierny, bez zacięć i zahamowań, przy niewyczuwalnym luzie osiowym. Zagadnienie regulacji luzu w łożyskach skośnych jest niezmiernie ważnym czynnikiem, ponieważ za duży luz może spowodować przedwczesne zużycie łożysk, natomiast luz za mały jest częstą przyczyną awarii. Montaż łożysk wzdłużnych nie nastręcza istotnych trudności, gdyż pierścienie ich z reguły są obsadzone luźniej od innych łożysk. W tej grupie łożysk występuje jednak problem ustalenia właściwej wartości luzu montażowego, szczególnie w przypadku łożysk kulkowych wzdłużnych dwukierunkowych, stosowanych w łożyskowaniach poziomych.
W większości przypadków luz pomontażowy ustala się orientacyjnie „na wyczucie” (jak pokazano na rys. 46), natomiast w węzłach, gdzie luz osiowy łożysk decyduje o dokładności pracy urządzenia, należy po zamontowaniu łożysk sprawdzić jego wartość za pomocą czujnika zegarowego. Orientacyjne wartości luzów pomontażowych dla łożysk kulkowych wzdłużnych są podane w tabeli 57.


Zakładanie łożysk z otworem stożkowym
Łożyska z otworami stożkowymi wymagają z reguły mocnego osadzenia, co uzyskuje się przez wciśnięcie pierścienia wewnętrznego na stożkowy wał (rys. 47) lub stożek tulei wciąganej (rys. 48) ewentualnie wciskanej (rys. 49).



Zakładanie łożysk z otworami stożkowymi wymaga od montującego pewnego doświadczenia w tym zakresie. Wartość wcisku nie jest tu określona tolerancją wału, jak w przypadku łożysk z otworem walcowym, ale przez mniejsze lub większe wsunięcie łożyska na stożkowy czop albo na tuleję wciąganą lub wciskaną. W przypadku zbyt dużego wsunięcia pierścienia wewnętrznego można spowodować zanik luzu, co w konsekwencji prowadzi do zatarcia się łożyska w czasie pracy. Z drugiej jednak strony osadzenie powinno być ciasne, aby pierścień łożyska nie luzował się i nie przesuwał na czopie lub tulei stożkowej. Wskaźnikiem prawidłowego osadzenia łożyska z niezbędnym wciskiem jest zmniejszenie jego luzu promieniowego o odpowiednią wartość.
W łożyskach kulkowych wahliwych i małych łożyskach baryłkowych pomiar luzu promieniowego za pomocą szczelinomierza jest bardzo trudny, a niekiedy jest wręcz niemożliwy. Przy montażu takich łożysk zmniejszenie luzu sprawdza się drogą pośrednią, kontrolując możliwość wychylania się (z lekkim oporem na boki) pierścienia zewnętrznego oraz kontrolując, czy łożysko może się jeszcze obracać swobodnie bez wyczuwalnych zakleszczeń i zahamowań. Tak zamontowane łożysko daje gwarancję uzyskania właściwego luzu, co w efekcie zapewnia niezawodną jego pracę. W przypadku montażu łożyska baryłkowego z otworem stożkowym należy za pomocą szczelinomierza określić luz promieniowy, następnie założyć łożysko na stożkowy czop i mocno wtłaczać, przesuwając wzdłużnie jego pierścień wewnętrzny względem czopa o wartość podaną w tabeli 58.
Przesunięcie osiowe należy mierzyć od położenia, w którym stożek łożyska przylega pewnie na całej powierzchni, do stożka czopa, bez wywierania większego nacisku. Następnie należy sprawdzić luz w łożysku. Jeżeli uzyskana z pomiaru nowa wartość luzu będzie zawierać się w dopuszczalnych granicach, zgodnych z podanymi w tabeli 58 oznacza to, że łożysko zostało osadzone prawidłowo. W przypadku stwierdzenia niezgodności z wytycznymi tablicy, należy przesunąć (cofnąć) pierścień wewnętrzny łożyska względem czopa i ponownie sprawdzić wartość luzu w łożysku. Zwraca się uwagę, że przed pomiarem luzu należy wykonać kilka obrotów wału, aby baryłki zajęły swoje właściwe położenie. Pomiar luzu szczelinomierzem należy przeprowadzić między pierścieniem zewnętrznym a nieobciążoną baryłką. Uzyskane z pomiaru wartości luzu powinny być jednakowe dla obu rzędów baryłek. W tabeli 58 podano wartości zmniejszenia luzu promieniowego i przesunięcia osiowego przy montażu łożysk baryłkowych poprzecznych z otworem stożkowym. Przestrzeganie tych zaleceń zapewnia otrzymanie odpowiedniego pasowania, szczególnie w przypadkach maksymalnie zmniejszonego luzu promieniowego.

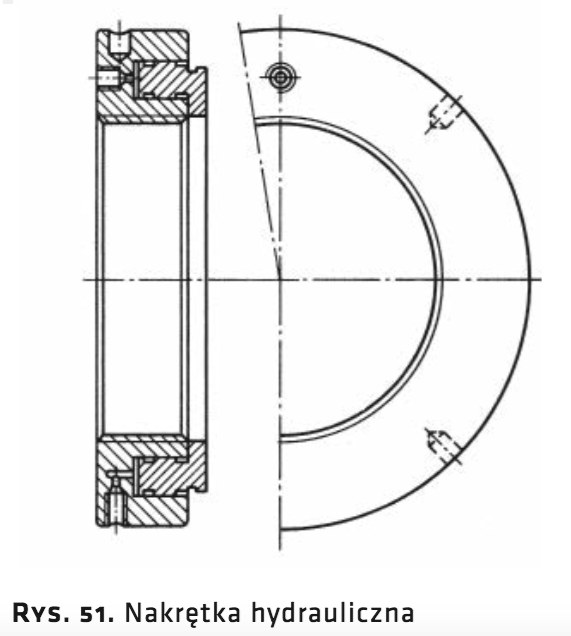
Duże obciążenia łożysk, znaczne prędkości obrotowe, czy też duża różnica temperatur między pierścieniem wewnętrznym i zewnętrznym, spowodowana czynnikami zewnętrznymi, wymagają odpowiednio powiększonych luzów po montażu. Aby temu sprostać należy stosować łożyska z luzem C3 lub C4, a w czasie montażu doprowadzić do maksymalnie dopuszczalnego zmniejszenia luzu. Analogicznie należy postępować przy zakładaniu łożysk osadzanych na tulejach wciąganych lub wciskanych. Wciskanie łożysk na stożkowy czop lub stożkową tuleję powinno odbywać się za pomocą tulei montażowej, co pokazano na rys. 50. Znaczne ułatwienie przy zakładaniu łożysk, szczególnie o stosunkowo dużych wymiarach, można osiągnąć stosując metodę montażu hydraulicznego. Montaż taki wymaga jednak odpowiedniego przystosowania czopów i ewentualnie tulei wciskanych i wciąganych oraz wyposażenia w nakrętki hydrauliczne (rys. 51) jak też specjalne pompki olejowe wysokociśnieniowe.


Sposób montażu hydraulicznego przedstawiono na rysunkach 52 ÷ 55. Polega on na wprowadzeniu oleju pod wysokim ciśnieniem do nakrętki hydraulicznej i spowodowaniu nacisku na wciskany pierścień łożyska lub nacisku między powierzchnie otworu łożyska i czopa względnie tulei, w wyniku czego występuje zjawisko rozluźniania w granicach sprężystości materiału. Po zmontowaniu, łożyska powinny być nasmarowane i poddane próbie ruchowej, podczas której należy ocenić płynność biegu i sprawdzić temperaturę łożysk lub smaru. Próbę ruchową należy prowadzić do czasu ustalenia temperatury łożysk na stałym poziomie. Płynność biegu może być oceniona między innymi za pomocą wkrętaka, którego jeden koniec (metalowy) dociska się do oprawy łożyska, do drugiego zaś przykłada się ucho. Łożysko powinno wydawać regularny dźwięk zbliżony do głuchego pomruku. W przypadku nienormalnej, wysokiej temperatury, z tendencją do dalszego jej wzrostu lub po stwierdzeniu niewłaściwej pracy łożysk w postaci stuków, pisków, gwizdów itp. należy próbę ruchową przerwać i przeanalizować powstałe nieprawidłowości.


Zdejmowanie łożysk
Przed przystąpieniem do demontażu łożyskowania należy przede wszystkim ustalić kolejność operacji zdejmowania poszczególnych części, jeżeli to jest możliwe, najlepiej na podstawie rysunku węzła, oraz zwrócić uwagę na szczegóły konstrukcyjne, jak: wartość odsadzeń czopów wałów i opraw, otwory, kanałki itp. umożliwiające zastosowanie typowych narzędzi ułatwiających przeprowadzenie demontażu. W przypadku łożysk nierozłącznych, które mają być powtórnie zastosowanie, niedopuszczalne jest zdejmowanie ich pierścieni przy użyciu siły działającej na części toczne, z uwagi na możliwość uszkodzenia bieżni w postaci odcisków. Łożyska o małych wymiarach można zdejmować za pomocą specjalnego wybijaka przykładanego wokół ściąganego pierścienia i lekkich uderzeń młotka.
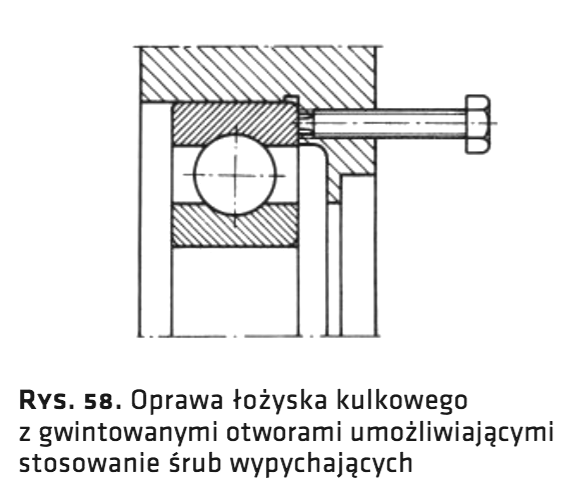
Zdejmowanie łożysk jest ułatwione, jeżeli konstruktor przy projektowaniu urządzenia uwzględnił takie wykonanie, które umożliwia wywieranie siły potrzebnej do ściągnięcia łożyska bezpośrednio na czoło pierścienia. Mogą to być np. nacięcia w wale lub oprawie pod zaczepy ściągacza, czy też nagwintowane otwory w miejscu podparcia łożyska, przeznaczone do wkręcania śrub ściągających. Typowe szczegóły konstrukcyjne ściągaczy i śrub są przedstawione na rys. 56 ÷ 58, natomiast proste przykłady zdejmowania łożysk – na rys. 59 ÷ 61.





Zdejmowanie łożysk bardzo ciasno osadzonych, zwłaszcza większych wymiarów, wymaga stosowania specjalnych ściągaczy. Do zdejmowania pierścieni wewnętrznych łożysk walcowych stosuje się np. ściągacze z elektrycznym urządzeniem grzejnym i kontrolowaną temperaturą, dzięki któremu pierścień szybko nagrzewa się (zanim nastąpi wzrost temperatury wału) i może być łatwo ściągnięty z wału. Stosuje się również bardzo proste w konstrukcji i stosowaniu ściągacze do podgrzewania (rys. 62). Ściągacz taki (pierścień), wykonany z lekkiego stopu o średnicy wewnętrznej takiej, jak zdejmowany pierścień, jest podgrzewany na płycie grzejnej lub zapomocą cewki indukcyjnej, albo po prostu nad płomieniem.

Po nagrzaniu do temperatury 200 ÷ 250°C przyrząd zakłada się na zdejmowany pierścień, który należy wcześniej posmarować olejem zapewniającym lepsze przewodnictwo cieplne. Umożliwia to ściągnięcie łożyska z czopa przy użyciu stosunkowo niewielkiej siły. Duże trudności przy ściąganiu stwarzają łożyska baryłkowe dużych wymiarów, z otworem walcowym. Z tego względu ten typ łożysk jest stosowany najczęściej z otworem stożkowym, co umożliwia osadzanie ich bezpośrednio na stożkowym czopie lub na tulejach wciąganych i wciskanych ułatwiających demontaż.
Łożyska montowane na tulei wciąganej należy zdejmować za pomocą specjalnego wybijaka segmentowego i lekkich uderzeń młotka, po uprzednim odkręceniu nakrętki z tulei. Przystępując do zdejmowania łożyska montowanego na tulei wciskanej należy najpierw odkręcić nakrętkę łożyskową, ustalającą łożysko w kierunku osiowym na wale, następnie nakręcić na gwintowaną część tulei nakrętkę demontażową, za pomocą której zostaje wyciągnięta tuleja z pierścienia łożyska.